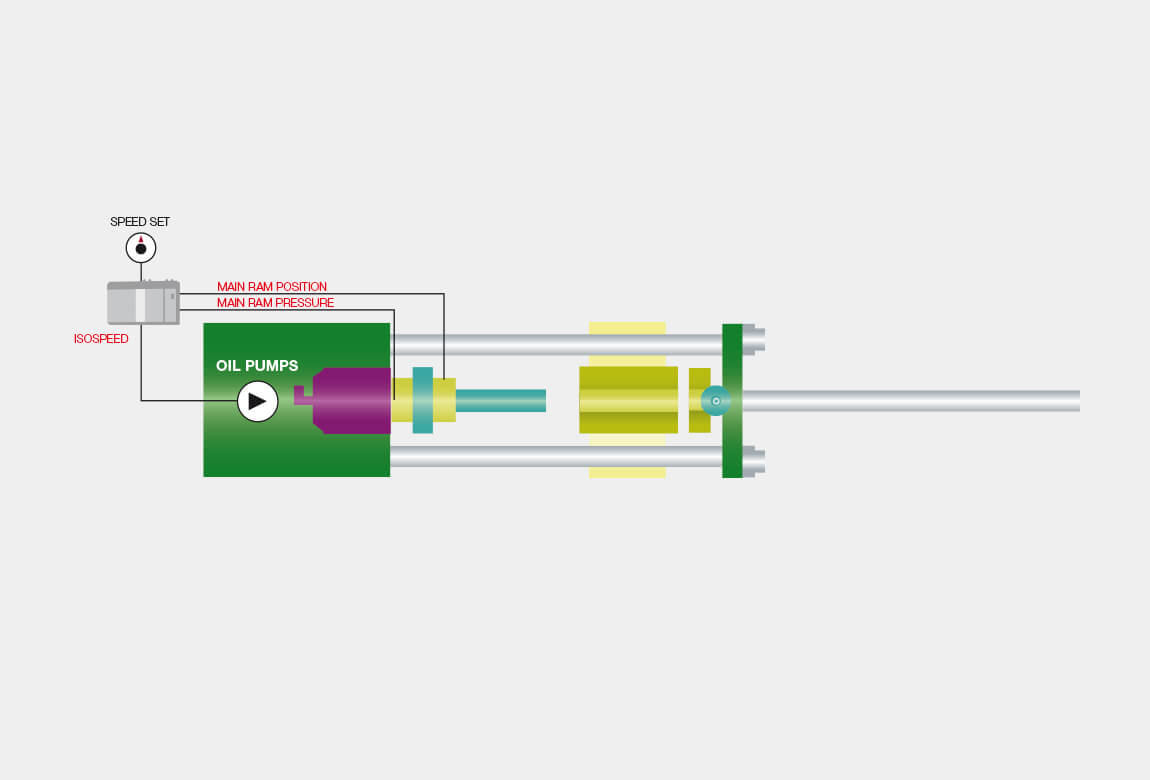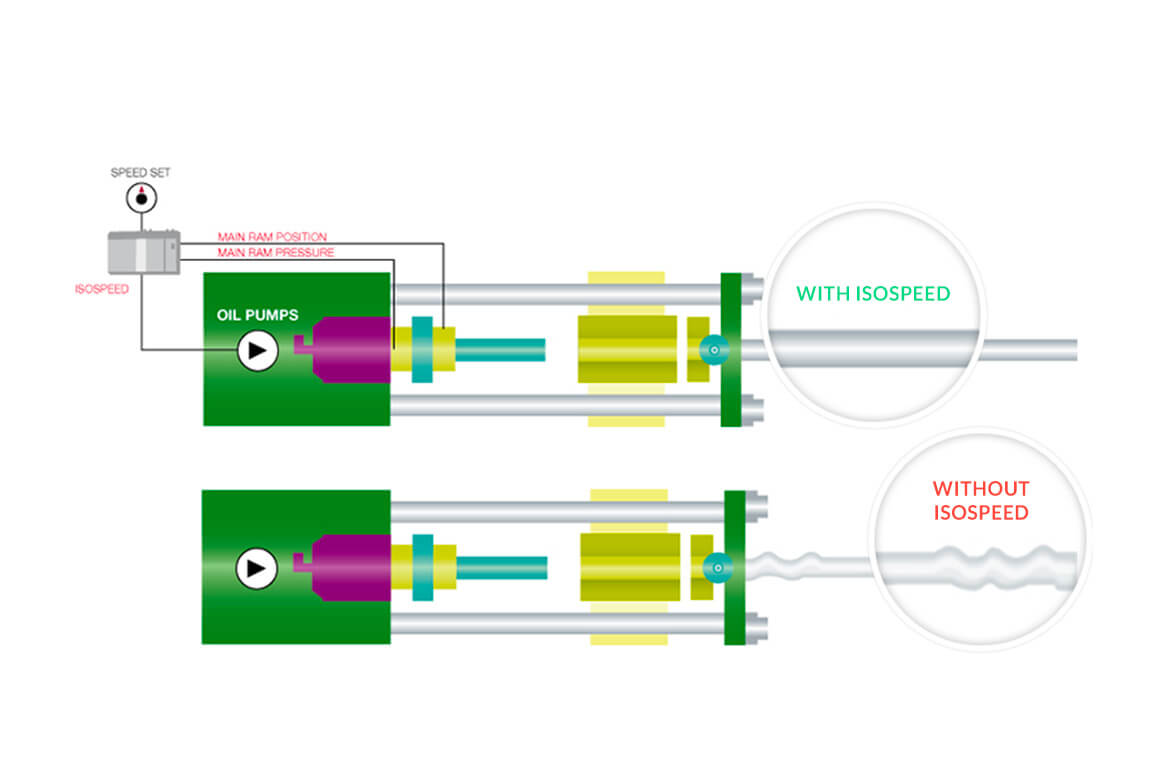
ИЗОСКОРОСТНАЯ РЕГУЛИРОВКА — ISOSPEED
Система изоскоростного контроля автоматически и непрерывно изменяет подачу масла, направляемого в цилиндр для поддержки максимально стабильной скорости на протяжении всего процесса экструзии. Изоскоростная система может быть установлена на все прессы, независимо от того, управляются они с помощью реле или ПЛК, с помощью простых параметров, заданных местным техническим персоналом.