O utilizo de IES e IES PLUS permite de atingir e de manter uma constante qualidade do produto administrando o set point da temperatura do tarugo na saída do forno e a velocidade de extrusão da prensa, de incrementar sensivelmente a produção e reduzir os resíduos.
Principais vantagens
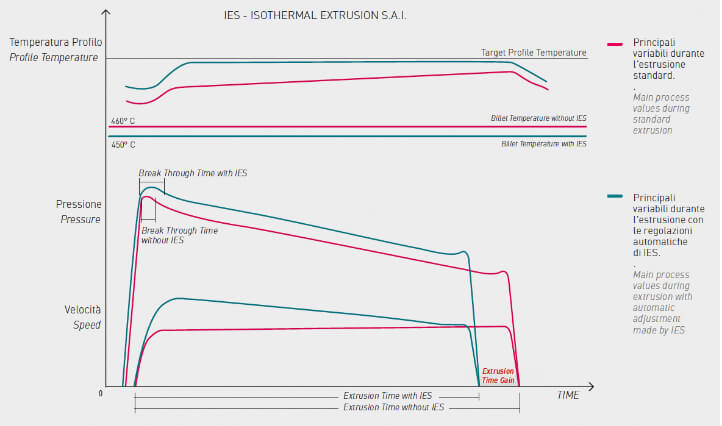
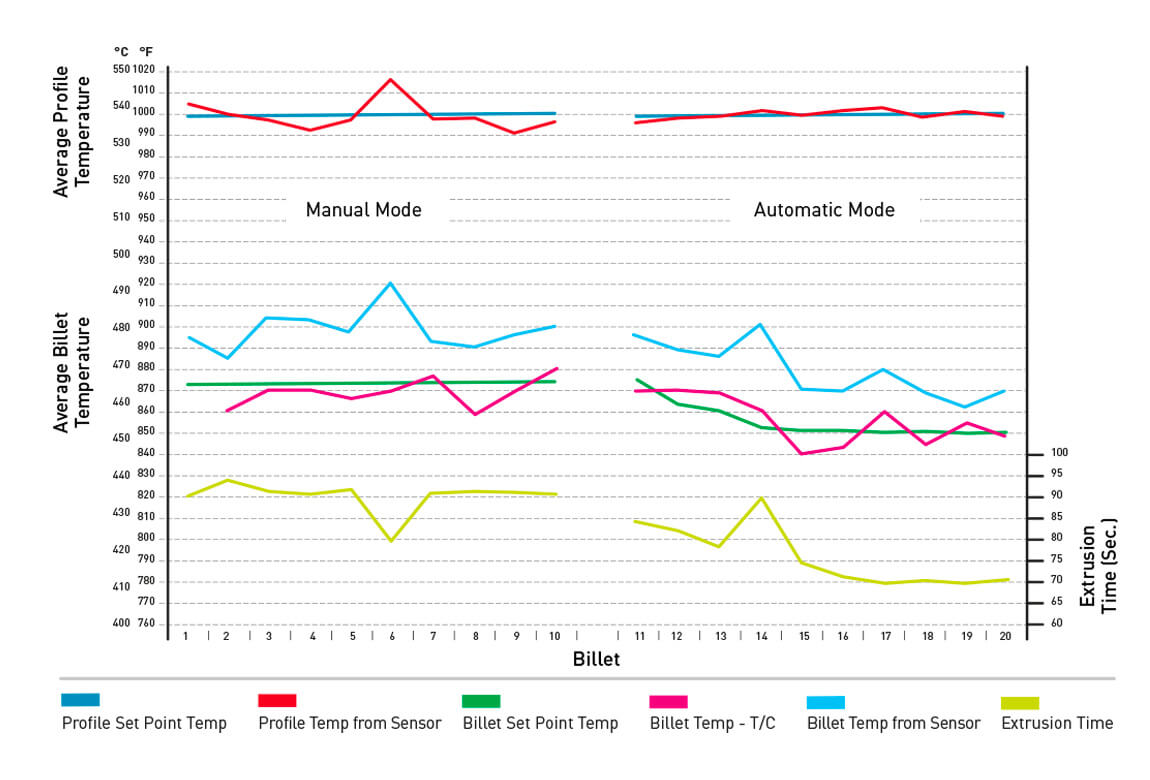
Andamento da temperatura do perfil constante (Extrusão Isotérmica))
Otimização da pressão de pico e o tempo de breakthrough
Aumento da velocidade de extrusão
Redução do tempo de extrusão
Menor temperatura de extrusão tarugo
IES e IES PLUS podem ser integrados a qualquer tipo de sistema graças as fáceis instalações e ao simples uso, sem necessidade de parar a máquina.
IES e IES PLUS interagem perfeitamente com os equipamentos jà existentes do cliente, contribuindo a maximizar os resultados da produção e os níveis de qualidade utilizando ao máximo os recursos da prensa.
MAXIMIZAÇÃO BREAKTHROUGH QUALIDADE E PRODUTIVIDADE
- Aumento Velocidade Prensa 10-20%
- Melhoramento da qualidade do produto com uma maior qualidade superficial, diminuição dos defeitos e redução dos descartes.
- Desempenho mais significativo com qualquer operador graças a uma repetição no utilizo dos melhores parâmetros de trabalho (Best Practice Standard).
CONTROLE CLOSED LOOP
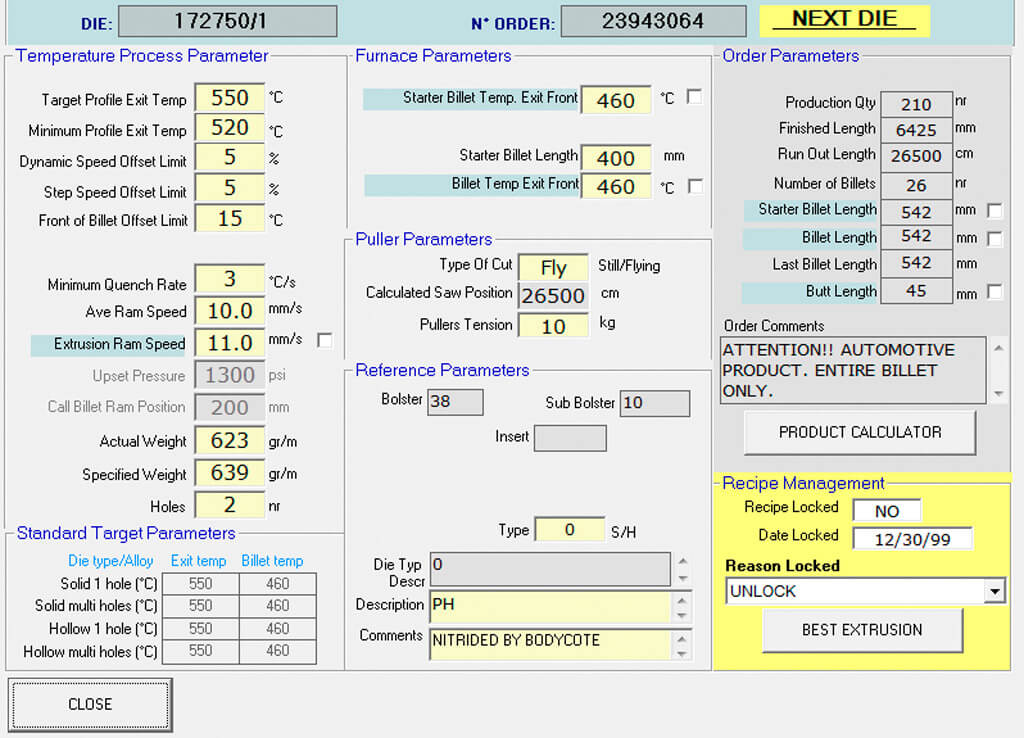
Otimiza automaticamente a temperatura do tarugo e do perfil na saída da prensa para aumentar a velocidade e garantir a alta qualidade do produto.
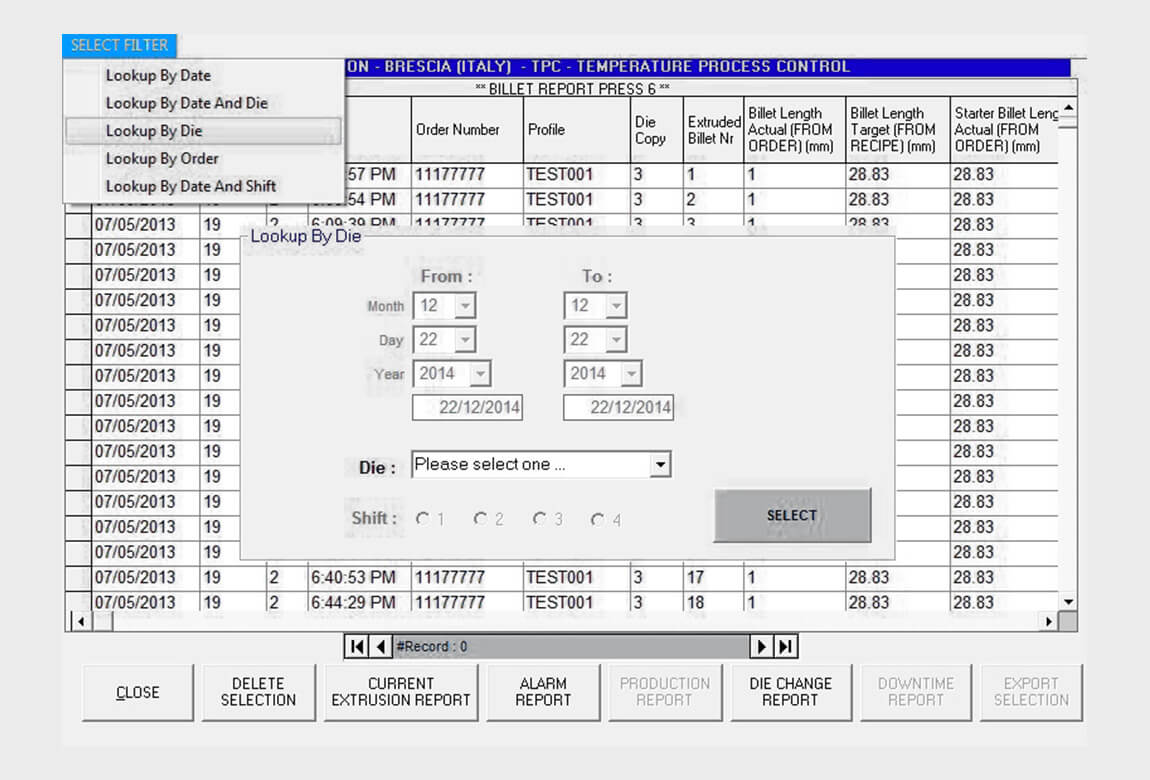
RELATÓRIO DE PROCESSO E PRODUÇÃO
Detalhados para suportar técnicos e gerentes nas decisões para o melhoramento do processo.